【樹脂版作成2022】紙袋とかに麺棒でスタンプ

樹脂版作成手順について2022バージョン
より上手く(失敗も少なく)作成するために樹脂版の作成方法をアップデートしています。
個々に準備できる環境が異なることもありますが、注意するポイントを押さえて頂き少しでもプロっぽい仕上がりで作成できるようにしていただけたらと思います。
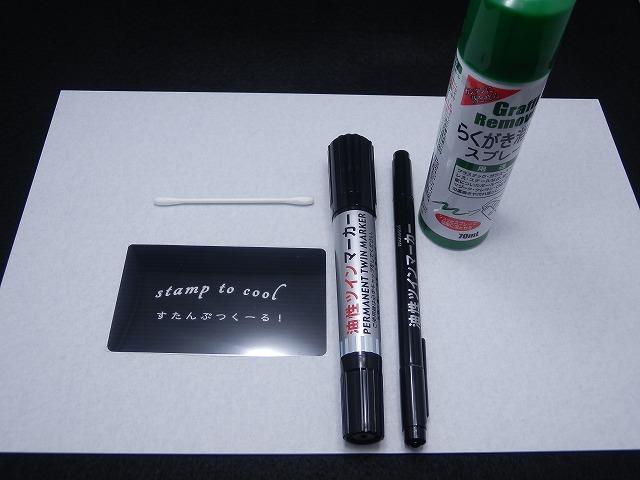
スタートキット以外に今回使用しているもの
・UVランプ(安価なものを使っています)数年前は結構高額でしたが今はかなり安く購入できますので準備される事をお勧めします。
・マスキングテープ
・のりスプレー(貼ってはがせるタイプがお勧め)
・黒い厚紙+黒ガムテープ(光を通さない厚紙ならなんでも良いです、黒ガムテ部分は何度もマステを貼り剥がしするための保護)
・透明下敷き(密着袋内で樹脂版が曲がらないように保つためのものUVカットしないもの)
・ストップウォッチ
・ドライヤー(冷風しか使わない樹脂版乾燥用無くても良い)
作成工程
樹脂版にする画像を用意します。フリーソフトやスマホアプリで作成できるので活用をお勧めします。
始めて作成する際は「ゴシック体」等画像全体が太い線を使ったもので作成する事をお勧めします。
線が細い、文字が小さい程作成の難易度が上がります。
最初は簡素なデザインで上手く作成できるコツをつかんでからのほうが作成が楽しくレベルを上げられると思います。

画像を「白黒反転」し、さらに「水平反転」させた画像を使います。


水平反転した画像を「2部」プリントします。
私の場合はフリーソフトの「ラベル印刷系のソフト」を使い同じものが2つ印刷できるように設定してプリントしています。
カード(名刺)サイズ程度の樹脂版作成の場合インクジェットフィルム1枚に2部同時に印刷ができます。
★フィルムは片面だけが印刷できる面になります、反対面に印刷しないように気を付けます。
判定方法は指を軽く湿らせて角の方を少し触って「べとつく方」、またはメガネを拭く時「はぁー」と息をかけ曇らせる形で
フィルムに息をかけ「曇らない方」が印刷面になります。(湿気を吸い取る面(曇らない面)=インクを吸い固着させる面)で印刷面になります。
プリンターの黒印刷が最も濃く印刷される設定を確認しておいてください。
例)いくつかの設定(超高画質やインクジェット紙とかの設定)でコピー用紙に複数パターンを印刷して太陽等を透かして見て一番濃いと思われる設定を見つけてください。
※作成例では「ブラザーのプリンター」で黒「顔料インク」で印刷しています。

2部を切り離し「のりスプレー」で2枚を貼り合わせます。
※家庭用プリンターの黒印刷は濃度が薄いので2枚重ねにして遮光します。


2枚貼り合わせる場合画像が細かいものほど難しくなります、拡大レンズ(ルーペ)等を使うと良いかと思います。
※多少のズレがあると樹脂版の仕上がりに影響が出ますので、しっかり重ね合わせるのが重要なポイントとなります。


樹脂版を画像のサイズにハサミ(普通のハサミ)でカットし、ネガフィルムと合わせます。
樹脂版表面の「保護フィルム」を剥がし、この面がスタンプ面になり、この面をネガフィルムと合わせます。

ネガフィルムと合わせたときの「向き」に注意してください。
上から見るとネガフィルムの画像が「正」の(文字が反転していない)向きになります。

樹脂版とネガフィルムがズレないようにマステで固定します。

密着袋に入れ真空状態にします。
密着袋に「透明板(下敷き等)」を入れてネガと樹脂版が真っ直ぐな状態を保てるようにします。
※ネガフィルムと樹脂版が密着していることでネガ画像をくっきり樹脂版に反映させることができます。
これがゆるいとネガと樹脂版の隙間に光が入り込み、仕上がりの樹脂面がぼやけた画像のものになってしまいます。


光が樹脂版の背面側に回りこまないように、ネガフィルム側の外側に黒紙等で囲いを貼り付けます。


UVライトで樹脂版に光をあてます。
※今回は樹脂版に対して極力垂直の光をあてたいので、UVライトの横側の2本のライトをはずし、中央の2本のライトだけで感光します。
また、ライトをひっくり返して樹脂版を上から被せるようにしています。
★ネガを通過した光が樹脂版を通過し【跳ね戻りの光で硬化】を防ぐためにこのような形にしています。
樹脂版の後ろ側から光が当たるとネガ画像以外の部分を硬化させる恐れがあるので光を下から上に通過させています。


今回はライトを2本に減らしたこと(減光)
ネガの画像に細い文字を使用していること(樹脂に入ってくる光が少なくなり硬化力が下がる)
透明板を使用していること(UVを多少カットしてるっぽい)
上記の理由から「20分」と長い時間感光しています。
★【重要】ネガフィルムの黒印刷濃度が薄いと20分も感光すると光がその薄い黒印刷部を通過し樹脂版全体を硬化させ、ただの一枚の板に仕上がることがあります。
黒印刷濃度を濃くする工夫がやはり重要となります。どうしても印刷が薄い場合細かい作業ですが印刷したフィルムの反対側から油性黒マジックで塗り足す等の工夫をします。


洗い出し
感光が終わった樹脂版を水につけると「ぬるぬるする面」が洗い出し面(スタンプ面)になります。
「ぬるぬる」は樹脂版が水で溶けだした反応となります。
★このとき「ぬるぬる」しない場合ネガの黒濃度が薄く光が印刷部分も通過して樹脂版全体を硬化させてしまっている可能性があります。
一度硬化してしまった樹脂版を元に戻すことはできないので、黒濃度にこだわって作成していく必要があります。
洗い出しは先に樹脂版の外側の不用部分4方向を落として行きます。
樹脂版を少し傾けてブラシで外側を意識して落として行きます、あまり中央部がブラシにあたらないようにします。
ブラシを下に固定させ、樹脂版を上からこすりつける感じ(力はいりません)で落として行きます。


不用部分の4方向を落としたら最後に中央部分(スタンプ凸面部分)を洗い出しします。
★樹脂版としては不格好になりますが、1/2から1/3程度の土台を残すように途中までしか洗い出ししないようにします。
図の画像のように「硬化が下まで達していないと洗い出しを深くするとその部分が取れてしまいます」
洗い出していく際に「小さい文字がなくなった」となった場合は「硬化時間が短い」ということと樹脂版の深い所まで硬化が進んでいなかっために起こります。
ですが、土台を残す形で「途中まで」の洗い出しで止めることで、それらをほとんど防ぐことができます。
中央部を洗い出してすぐ(浅い洗い出し状態)はかなりキレイな状態で樹脂面に表れます、深く洗い出ししていくと徐々に崩れて行く感じになるので
途中で洗い出しを止めることでキレイなスタンプ面を作ることができます。
★洗い出しを浅くして完成させるほどスタンプ面をキレイに作成できます。
しかし、浅すぎるとスタンプにならないので、浅すぎず、深すぎずというバランスが重要となります。
お勧めは1/2程度残すというのが良いバランスかと思います。

洗い出しが終わったら、ドライヤーの「冷風」でできるだけ乾燥させます。
樹脂版の内部に水分がふくまれている状態になっています、乾燥度が高い程仕上げが良くなります。
※樹脂が水分を含んでいる状態で太陽光で感光した時に樹脂版全部が激しくひび割れた経験がございます。
硬化した樹脂を割り裂きながら中の水分が隙間から蒸発していくため割り散らかした感じになりました。
できるだけ乾燥させた後【仕上げの感光(全体硬化)】をおこないます。
画像のように硬化が完全にしていない時点では「黄色がかった」状態になっています。


仕上げの全体硬化の感光は5分から10分おこないます。
全体を硬化させるため、あらゆる方向から光が当たっても良い工程なので、下の反射板も戻して中に樹脂版を入れ感光します。


全体感光が終わると樹脂版の色が「透明に近い色」へと変化しています。
「黄色がかった色」が濃い状態だと硬化が弱い可能性があります、また水につけるとぬるぬると溶ける状態となります。
さらに乾燥しても「べたべた」した感じで紙や革にくっついてしまう事になり無理に剥がして樹脂版をダメにすることもあります。

完全に硬化させること、その後【半日程度日陰で乾燥】させ、樹脂版内の水分を取り除きます。
その後表面に残っている「べとつき」を水とブラシで【サッと洗い出し】して、再度乾燥させて【完成】となります。
今回の樹脂版は「すたんぷつくーる!plus(1.7mm)柔らかい樹脂」でおこなっていますが、
・すたんぷつくーる!(1mm)少し硬めの樹脂
・れたぷれ!lite(1.3mm)硬い樹脂
・れたぷれ!(1.5mm)硬い樹脂
どれも基本的には共通の工程となります。樹脂版の色具合は各樹脂版で異なる違いと樹脂版の厚みで感光時間も異なります。
樹脂版の自作はDIY、ものづくりが好きな人に向いています。
コスト削減の為や日々時間が無く無駄な時間を使いたくないと思う方には不向きかと思います。
いつでも楽しくものづくりができると良いなと思います。

樹脂版作成工程動画
すたんぷつくーる!plus+ start-kit (スタンプ専用樹脂版) 1.7mm厚 | すたんぷつくーる!ストア
DIYレベル:★★☆☆☆★★【密着ポンプ】樹脂版作成手順アプリ★★自作で作る樹脂凸版の作成手順をアプリにまとめました。購入前に目を通すことで、作成の手順詳細を確認できま…